Higher rigidity, more efficient operation range, and greater straight moving performance can be achieved than standard parallel-linked robots! * Rotational Axis Equipped Type has been added to the series!
Note: This catalog release is the PDF version only at this point. Updated IAI Catalog Checklist will be posted when the print version becomes available. Thank you.
Mini ROBO Cylinder Rod & Table Types Brake Equipped Models Catalog
(736 KB)
Catalog #: CJ0209-1A-UST-1-1013
Pages: 4
Mini ROBO Cylinder rod & table types with brake option has been added. Adding a brake to the rear of the main body will change the size and appearance of the actuator.
Note: This catalog release is the PDF version only at this point. Updated IAI Catalog Checklist will be posted when the print version becomes available. Thank you.
Heat Exchanger Hole Size Confirmation Application Example
Robot
TT-A3-4040
Controller
Built-in SEL controller
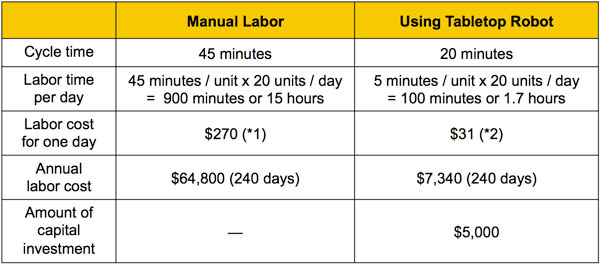
The process of checking the sizes of the holes in a heat exchanger is a successful example of reducing labor costs by shortening the cycle time.
The heat exchanger is an aluminum plate of 1mm thickness that has 900 vacant holes. The pitch of the 4mm diameter holes needs to be accurate. If the hole position deviates from this fixed pitch distance, failure will occur when passing the piping through the holes in the subsequent manufacturing process step.
Previously, the holes were visually inspected by a person one by one which took 45 minutes to test an entire heat exchanger.
As a result of switching to the tabletop robot to perform this inspection process, the operator can perform other duties after pressing the button to start the robot.
The labor costs to produce 20 units reduced from $270 to only $31 thus saving $57,460 a year in labor costs.
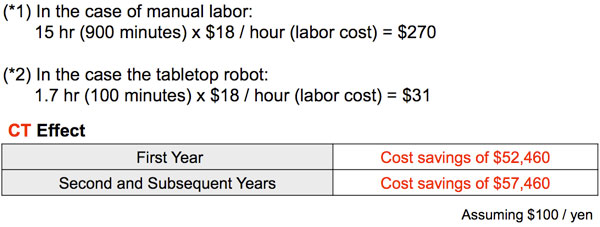
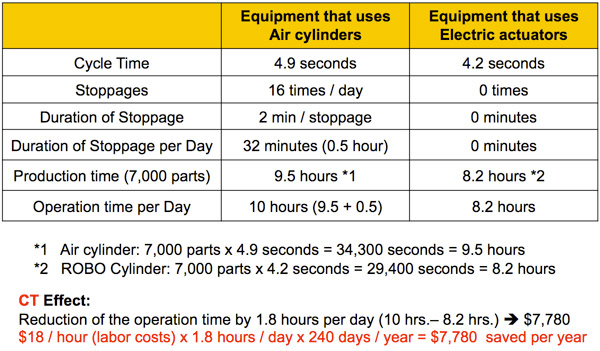
The reduction in cycle time in the process of transferring automotive engine parts is a successful example of reducing labor costs and stoppages.
In the past, air cylinders were used but the work parts ended up falling out of the gripper when the cylinders were stopped due to jerky motion.
This resulted in stoppages that occurred about 15 times a day.
When the air cylinders were replaced with ROBO Cylinders, the work parts were then moved smoothly (the jerky motion was eliminated) since acceleration and deceleration were under more control.
The cycle time has been reduced to 4.2 seconds from 4.9 seconds. The time to produce 7,000 parts a day has been reduced to 8.2 hours from 10 hours. As a result, annual labor costs have been reduced by $7,780.