| Industry: Food | |
| Process: Inspection | |
 |
|
How We Reduced Costs for the Quality Inspection Process
[Problems]
· An air cylinder was used to move the camera for quality inspection.
· Pressure adjustment to set the specified speed was difficult, and the speed was unstable even after adjustment.
· As a result of moving the camera at high speed in order to achieve the necessary number of production per day, the camera was damaged every year from the shock (at the start / stop) received at the stroke end.
[Improvements by Electric Actuation]
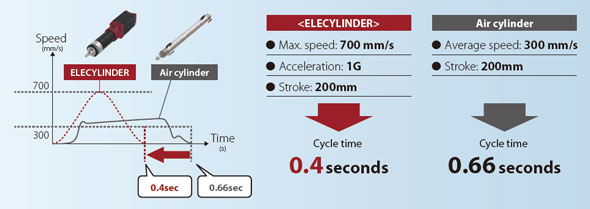
· With smooth acceleration / deceleration, it is now possible to move at a stable and high speed without the shock impact at the stroke end. This reduced the cycle time.
· The camera no longer needed to be replaced.
[Results of Improvement]
· Improved cycle time and increased production efficiency.
→ 25% higher production efficiency.
· The shortening of inspection work time reduced labor costs.
The number of production required per day is 54,000.
Inspection time was reduced from 15 hours to 12 hours per day after electric motorization, which means the inspection time was reduced 3 hours per day.
Annual number of working days 240 days, labor cost $18 / hour
3 hours × 240 days × $18
→ Reduced annual labor cost by $12,960.
· Eliminated camera replacement cost.
→ Reduced cost $8,000 per year.
Related product information
Single axis robot: ISDB-L-400